- Zurück
- Wir haben ein Werkzeugsortiment für Kreissägeblätter und Bandsägeblätter für die Holzbearbeitung
- Einstellung des Sägeblattes auf der Maschine
Einstellung des Sägeblattes auf der Maschine
Der Sägeblattüberstand über dem Schnittgut muss der Hartmetallhöhe (siehe Abb. 5) entsprechen. Es sollen immer 2-3 Zähne im Einsatz sein (s. Abb. 6).
Bild 5 | 
Bild 6 |
Hier sind einige Formeln aufgeführt, die für die Festlegung der richtigen Parameter von Sägeblättern notwendig sind:
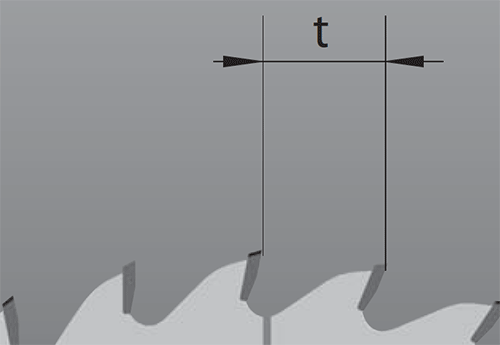 | Legende: t [mm] – Zahnteilung h [mm] – Höhe des geschnittenen Materials k [-] – Zahl der Zähne im Einsatz (2÷3) z [-] – Zähnezahl D [mm] – Durchmesser des Sägeblattes |
Diese Formeln sind für den Querschnitt sowie für das Schneiden von laminierten Materialien gültig.
Die Drehzahl in Abhängigkeit vom Durchmesser des Sägeblattes und der Schnittgeschwindigkeiten zeigt Tab. 1. Die Schnittgeschwindigkeit 100 m/s darf in keinem Fall überschritten werden. Ein Überschreiten dieser maximalen Umfangsgeschwindigkeit kann zur Zerstörung des Sägeblattes sowie zu sehr schweren Verletzungen führen.
| Empfohlene Umdrehungen [1/min] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| D [mm] | Schnittgeschwindigkeit vC [m/sec] | ||||||||||
| 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
| 100 | 1910 | 3820 | 5730 | 7640 | 9550 | 11460 | 13370 | 15280 | 17190 | 19100 | |
| 150 | 1270 | 2550 | 3820 | 5100 | 6370 | 7640 | 8920 | 10190 | 11500 | 12730 | |
| 200 | 960 | 1910 | 2870 | 3820 | 4780 | 5730 | 6690 | 7640 | 8600 | 9550 | |
| 250 | 760 | 1530 | 2290 | 3060 | 3820 | 4590 | 5350 | 6110 | 6880 | 7640 | |
| 300 | 640 | 1270 | 1910 | 2550 | 3180 | 3820 | 4460 | 5100 | 5740 | 6370 | |
| 350 | 550 | 1090 | 1640 | 2180 | 2730 | 3280 | 3820 | 4370 | 4900 | 5460 | |
| 400 | 480 | 960 | 1430 | 1910 | 2390 | 2870 | 3340 | 3820 | 4300 | 4780 | |
| 450 | 430 | 850 | 1270 | 1700 | 2120 | 2550 | 2970 | 3400 | 3820 | 4250 | |
| 500 | 380 | 760 | 1150 | 1530 | 1910 | 2290 | 2680 | 3060 | 3440 | 3820 | |
| 550 | 350 | 690 | 1040 | 1390 | 1740 | 2080 | 2430 | 2780 | 3120 | 3470 | |
| 600 | 320 | 640 | 960 | 1270 | 1590 | 1910 | 2230 | 2550 | 2880 | 3180 | |
| 650 | 290 | 590 | 880 | 1180 | 1470 | 1760 | 2060 | 2350 | 2640 | 2940 | |
| 700 | 270 | 550 | 820 | 1090 | 1360 | 1640 | 1910 | 2180 | 2450 | 2730 | |
| 750 | 250 | 510 | 760 | 1020 | 1270 | 1530 | 1780 | 2040 | 2290 | 2550 | |
| 800 | 240 | 480 | 720 | 950 | 1190 | 1430 | 1670 | 1910 | 2150 | 2390 | |
Die oben aufgeführte Tabelle kann sehr gut in Verbindung mit der Übersicht zur Anwendung von Kreissägeblättern mit SK - Hartmetallbestückung(PDF 70,6 kB) sein.
Legende:
vc [m/s] – Schnittgeschwindigkeit
D [mm] – Durchmesser des Sägeblattes
n [1/min] – empfohlene Umdrehungen
s [m/min] – Vorschub
z [-] – Zähnezahl
sz [mm/zub] – Vorschub/Zahn
| Empfohlener Wert Vorschub/Zahn | ||
|---|---|---|
| Material | Vorschub/Zahn sZ [mm/Zahn] | |
| Weichholz | Längsschitt | 0,2 - 0,3 |
| Querschnitt | 0,1 - 0,2 | |
| Hartholz | 0,06 - 0,15 | |
| Spanplatten | 0,1 - 0,25 | |
| Sperrholz | 0,05 - 0,12 | |
| Laminierte Platten | 0,05 - 0,1 | |
| NE-Metalle und Kunststoffe | 0,02 - 0,05 | |
Wir haben ein Werkzeugsortiment für Kreissägeblätter und Bandsägeblätter für die Holzbearbeitung
- Bezeichnung der einzelnen HM-Qualitäten
- Empfehlungen für den richtigen Einsatz von HM-bestückten Kreissägeblättern
- Zahngeometrie der HM-bestückten Kreissägeblätter
- Einstellung des Sägeblattes auf der Maschine
- Empfehlungen für die Verwendung von Holzbandsägeblättern
- Hinweise zur Problemlösung bei der Verwendung von Bandsägeblättern
- Beim Einsatz von Blockbandsägeblättern ist zu beachten
- Sicherheitsvorschriften bei Verwendung von Bandsägeblättern
Sie haben nicht das geeignete Werkzeug für Ihre Anforderungen gefunden?
Bitte sprechen Sie uns an, wir können es Ihnen anbieten.









